
Извлечение поломанных сверл из отверстий
Сломанное сверло часто удается извлечь из просверливаемого отверстия одним из следующих способов:
- Если сломанное сверло торчит из выходного отверстия, следует постучать по его вершине, держа заготовку входным отверстием вниз. Но надо иметь в виду, что от ударов могут отскочить обломки сверла и нанести травму. Необходимо быть осторожным, надеть очки с небьющимися стеклами.
- Сломанное сверло, полностью находящееся в отверстии, нередко удается извлечь при помощи поколачивания по стенке обрабатываемой детали легким стальным молотком, но от ударов будут образовываться забоины, поэтому по обработанным поверхностям ударять нельзя.
Выбивание сверла лучше всего производить, держа заготовку в руке на весу отверстием вниз.
- Если сломанное сверло полностью находится в отверстии и в результате поколачивания по заготовке не выпадает из отверстия, следует подрезать торец заготовки на длину 3—5 мм и после того, как обнажится конец сверла, зажать его в тиски и вывернуть из заготовки, вращая ее в сторону, противоположную направлению спиральных канавок.
Разумеется, этот способ применим только в том случае, когда можно укоротить заготовку.
- Если имеется возможность просверлить в детали отверстие со стороны, противоположной той, в которой находится сломанное сверло, то через новое отверстие можно выбить сверло слесарным бородком.
- Если же ни одним из приведенных способов извлечь застрявшее сверло не удается, а сделать это необходимо, то деталь следует отжечь, а затем застрявшее сверло высверлить другим сверлом.
Сверление листового материала
При выходе сверла из материала на выходной стороне отверстия всегда образуются заусенцы и прижог. Для устранения этих дефектов, особенно существенных во время сверления листового материала, применяют специальную заточку сверл (рис. 35, е).
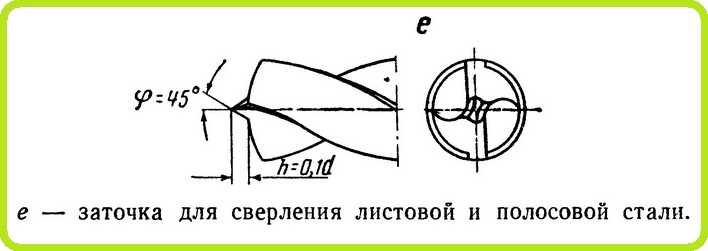
Рис. 35. Заточка для сверления листовой и полосовой стали
Сверление вязких металлов
При сверлении вязких металлов стружка не завивается, а отходит в виде ленты. Скорость ее движения велика, и она может нанести травму, особенно при ручной подаче.
Чтобы обезопасить работу и облегчить сверление, производят специальную заточку режущих кромок. Затачивая сверло, как показано на рисунке 35, в, следует иметь в виду, что для сверл диаметром 15—18 мм h=3—4 мм, h1=1,7—1,8 мм. При других диаметрах сверла эти размеры надо соответственно изменить.
Для размельчения сливной стружки проще всего сделать выточки на главных режущих кромках сверла (рис. 35, г). Располагать выточки следует в шахматном порядке.
Охлаждение сверла
Во время работы сверло сильно нагревается и может потерять свои режущие свойства.
Чтобы этого не случилось, необходимо применять охлаждение. В качестве смазочно-охлаждающей жидкости при сверлении металлов в основном применяется эмульсия.
При сверлении цветных сплавов можно применять также смесь машинного масла с керосином. При сверлении в стали отверстий диаметром менее 1 мм рекомендуется применять скипидар.
Сверление в пластмассах производится без охлаждения.
Смазочно-охлаждающую жидкость подводят к сверлу двумя способами — поливом и подачей по внутренним трубкам (в специальных сверлах для глубокого сверления).
При поливе жидкость подается по стружечным канавкам сверла, но ей мешает стружка. Поэтому на режущую часть сверла жидкости попадает мало, сверло охлаждается недостаточно, его надо периодически выводить из отверстия для охлаждения. Это особенно необходимо при сверлении глубоких отверстий. Полив сверла должен быть обильным и непрерывным. Недостаточный полив приводит к перегреву сверла и выкрашиванию режущих кромок.
Требования к сверлам
Для надежного крепления в шпинделе станка конические хвостовики сверл, сверлильных патронов и конусы переходных втулок не должны иметь забоин, царапин и прочих дефектов. Если конический хвостовик инструмента или патрона не подходит к гнезду шпинделя, применяют одну переходную втулку. Увеличение числа втулок уменьшает жесткость (сопротивление деформации) и увеличивает «биение» сверла.
Перед установкой сверла и патрона необходимо очистить от грязи хвостовик и гнездо шпинделя, но этого нельзя делать на ходу станка.
Сверло в гнезде шпинделя укрепляют ударом руки или упирая вершину в «мягкую» свинцовую (можно медную) пластинку и нажимая на шпиндель штурвалом.
Выбивать сверло из шпинделя сверлильного станка нужно только при помощи клина, чтобы не повредить шпиндель и лапку сверла.
При выбивании сверла его надо поддерживать рукой или подложить на стол станка подкладку из мягкого материала, чтобы не повредить режущие кромки выбитого сверла.
Сверло с коническим хвостовиком, у которого лапка отломана, применять нельзя.
Если такое сверло провернется в шпинделе, на хвостовике или в гнезде шпинделя появятся царапины. Выбить сверло из шпинделя или переходной втулки будет трудно, и это приведет к повреждению втулки или шпинделя станка.
При установке сверла большого диаметра в пиноли задней бабки токарного станка необходимо заранее принять меры для предупреждения его провертывания. Для этого на сверле следует укрепить хомутик и упереть его в суппорт или в пластинку, закрепленную в резцедержателе, как показано на рисунке 37.
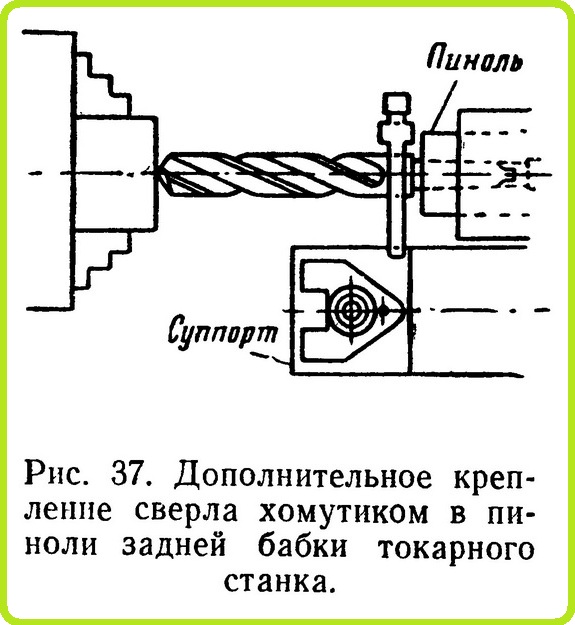
Рис. 37. Дополнительное крепление сверла хомутиком в пи-ноли задней бабки токарного станка.
Источник книга "В школьной мастерской Знай и умей"
Похожие материалы: